


※記事中の組織名、拠点名、部署名などは記事公開当時のものです。
諏訪の宮坂醸造は、「真澄」のブランドで知られる長野県屈指の酒蔵だ。「信州と言えば『あらばしり』」と言われるほど、真澄の新酒を毎年楽しみにしているファンは多い。実は宮坂醸造さんでは、酒造りの温度管理に「おんどとり」を長年ご使用いただいている。ちょうど新酒のしぼりが始まった時期に蔵にお邪魔し、総杜氏の那須賢二様と富士見蔵杜氏の中野淳様にお話を伺うことにした。
| 日付 | 2019年11月 |
|---|---|
| 訪問先 | 宮坂醸造株式会社(長野県諏訪郡富士見市、諏訪市元町) |
| 使用機器 | TR-71wf、TR-52、RTR-71他 |
| 使用目的 | 主に麹造りの温度管理 |
Q. まずは、酒蔵のご紹介をお願いします。

那須氏:「創業が1662年なのですが、元々は小さな酒蔵で、よく社長が言うには「吹けば飛ぶような貧乏酒屋」だったらしいです。
転機となったのは今の社長の祖父にあたる宮坂勝の代、大正の中頃に、若干28歳の窪田千里という杜氏を抜擢したことです。宮坂勝と窪田千里の二人は全国の造り酒屋を渡り歩いて、良いお酒を造るための技術の指導を仰いで回ったそうです。
そういうことを何回か繰り返すうちに技術も高まって少しずつ業績も右肩上がりになっていったのですが、更に大きな飛躍となったのが1946年(昭和21年)の全国新酒鑑評会という品評会でした。そこで真澄が1位から3位を独占したんです。
当時は国税庁醸造試験場という国の研究機関(現・酒類総合研究所)があったのですが、そこから山田正一博士という方が諏訪蔵にお越しになって、真澄が鑑評会でトップの成績を取る理由を色々調査されました。すると諏訪蔵のタンク内で、今までにない新しい酵母が発酵しているのが分かりました。真澄酵母、今では協会七号酵母と呼ばれていますが、それが見つかったのです。」
日本酒の品質向上と生産の安定を目指していた酒造試験場は、優良な酵母を見つけて全国の酒蔵に販売する事業を行っていた。
「協会酵母」と呼ばれるこれらの酵母は現在でも日本醸造協会で管理・頒布されており、酒造メーカーは協会にお金を払えばどの協会酵母も使えるシステムだ。
これまで1号から19号までナンバリングされている協会酵母だが、発見から80年近く経った今でも日本の酒蔵のおよそ60%で真澄の酵母、つまり七号酵母が使用されている。
那須氏:「品評会の成績と七号酵母の発見がきっかけで業界でも有名な酒蔵になりましたし、それと共に売上も伸びていきました。」
名が通るにつれて増える全国からの需要に諏訪蔵だけでは応えられなくなったため、1982年(昭和57年)に富士見蔵を建てて両蔵体制で生産を開始。現在では全体の生産量の6~7割を富士見蔵で造っている。
Q. 二つの蔵で合わせて年間どれくらいの量のお酒を生産していらっしゃるんですか?
那須氏:「ざっくりですけど、昔の単位で言えば七千石っていう……。」
―― 七千石?
那須氏:「ええ、単位が古いですよね(笑)。一石が180リットル、一升瓶100本分です。酒屋業界は大体、石で通じますね。」
中野氏:「石ですね。「何石造った?」で会話が成り立ちますから。業界の特殊な単位と言っていいかもしれないです。」
後で計算したら、年間約126万リットルだった。一升瓶換算で70万本分である。
Q. 真澄と言えば「あらばしり」のCMで長野県の方にはお馴染みだと思います。あらばしりが冬に出て、その年の日本酒のシーズンが始まるというイメージなんですが。
中野氏:「その年の新米が収穫される9月ごろから玄米を受け入れて、精米をして仕込が始まるという流れなんですけれど、最初に受け入れたお米が大体11月の中旬に仕上がります。」
那須氏:「今日ちょうど諏訪蔵で一発目のしぼりがありました。」(取材日は11月中旬)
中野氏:「ああそうか、あらばしりですね。」
―― それがその年の新米で造る最初のお酒ということですか?
中野氏:「そうですね、それをうちでは「あらばしり」と呼んでいます。
本来の意味は違うんですけれどもね。お酒をしぼるときの最初の出始めの部分、一本のもろみをしぼった時にちょっと濁った部分が最初に出てくるのですが、それを「はしり」とか「あらばしり」って言うんです。」
那須氏:「荒々しい、っていう意味ですかね。新しい、という意味もあるかも。使ってるけどよく分からない(笑)。品質的には、本来あまり良い部分を指す言葉ではないんですよ。しぼった最初の部分より、もうちょっと真ん中あたりが凄く落ち着いたいい味になるので。」
Q. それを商品名にしていらっしゃるのは、どういう理由からでしょう?
那須氏:「元々は今のうちの社長が、社長になる前にデパートの伊勢丹さんで働いていたんです。その時配属されたのが婦人服売り場で、そこで服は季節感が大事だということを学んだんですね。それでお酒の業界にも季節感が必要だと考えて、蔵に戻ってきて最初に手掛けたのが生酒の販売でした。その後、その年の新米で最初に造った生酒を「あらばしり」と呼んで売り始めたのです。」
中野氏:「当時としてはお酒を生で流通させること自体が結構冒険だったんですよね。」
日本酒は、元々腐りやすい性質を持つ。
なので通常は、しぼった直後と瓶に詰める直前の計2回、熱殺菌する。しかし火を入れて殺菌すればするほど、生の風味は失われていく。
真澄の「あらばしり」や他の生系のお酒は、一切熱殺菌をしていないので腐りやすい。
だがそれを承知の上で生酒の美味しさをお届けしたい、という商品なのだ。
冷蔵輸送がまだ発達していなかった発売当時は、お客様もリスク覚悟の商品だったという。
中野氏:「今では当たり前のようにクール便で全国に配送されていますが、当初は発泡スチロールの箱に氷を入れて、瓶を詰めて流通に流してました。」
那須氏:「クール便が発達してきて、生も当たり前になっちゃいましたけどね。
今はどのメーカーさんもあらばしりを出し始めているんです。「あらばしり」という言葉はさっきご説明したように酒造用語として一般的なので、商品登録できないんですよ。でも商品名として世に広めたのはうちが最初だったと思います。」
中野氏:「造っていく過程でこんな感じのお酒になるかな? というイメージは経験とセオリーからなんとなく浮かんでくるんですけれど、実際はしぼってみないと分からない。特に新米で造った最初のしぼり、あらばしりの出来はいつも緊張します。」
ここで同行のyuta氏からローカル発言が。
―― 私は長野県出身なんですが、子供の頃テレビで見た「あらばしり」のCMが忘れられなくって……。 当時はお酒のことだと分からず聞いていたんですけれど、あのフレーズだけ鮮明に覚えています。小学生の頃は友達同士で、誰がCMの言い方に一番似てるか競ったりしました。
中野氏:「あ、そうなんですか?(笑)そういうエピソードは初めて聞きました。」
那須氏:「刷り込みに成功してるってことですかね?(笑)」
かつての信州キッズに多大なインパクトを与えた「あらばしり」のCMは現在、非常にスタイリッシュなものになっている。真澄HPの動画ギャラリーでご確認いただきたい。
Q. それでは、お酒を造る上でどんな温度管理が必要なのか教えていただけますか?

中野氏:「お酒を造る時に肝になるのが「一麹、二酛、三造り」と言いまして、一番は麹。これが上手く出来れば良いお酒になります。」
「麹」は日本独特のカビの一種で、ご存知のように日本酒だけでなく醤油、味噌、酢などの調味料造りにも深く関わっている。
日本酒造りにおける麹の役割は、米のデンプンを溶かして糖分に変えるための糖化酵素を出すことだ。
麹が米を溶かして出来た甘味(これがつまり甘酒なのだが)、それを発酵してアルコールにするのが微生物の酵母だ。
この酵母をたくさん増やすためのスターターとして造るのが「酒母(しゅぼ)」で、「酛(もと)」とも言う。
麹と酛がしっかりできたら、更に蒸米と水を加えてスケールアップしていく段階に入る。これを「仕込」と言う。宮坂醸造では3回に分けてスケールアップさせる、三段仕込みの手法を採用している。
仕込で造られた「もろみ」をしぼって最初に出てくるお酒が、先に話題に出たあらばしりである。
中野氏:「麹の出来はお酒の性格に大きく影響するので、良い麹ができると良いお酒ができる、という考え方なんです。
この大事な麹を造る段階でいろんなステップがあるのですが、そのポイントになるのが温度管理です。特に、工程を次へ進めていく際に温度が重要なキーになってきます。
酒母やもろみを作る際にも温度管理は必要なのですけれど、ティアンドデイさんのおんどとりに関しては麹造りのところで主に使わせていただいています。
麹はお米を蒸して引き込んでから3日かけて造ります。3日の間にそれなりに作業があるので、その間の温度管理と、こういう温度になったらこういう作業をするというタイミングを見るためにおんどとりを使います。
これが無いと困る、くらいの重要度ですね。」
那須氏:「諏訪蔵ではコンテストに出すお酒用の麹も造っていて、タイミングによっては夜通し温度を見ながら、夜中の12時1時に作業しなきゃいけないようなことがあります。昔は麹室の脇に別室があって、寝ながら定期的に棒温度計を覗きに行って「あと10分で作業だぞ」みたいなことをやっていたんですけれど、ティアンドデイさんの無線のデータロガーが出来てからは休憩室に居ながら温度のチェックができるので楽になりました。」
Q. おんどとりの使われ方のお話が出ましたが、どういった経緯でうちの製品を導入されることになったんですか?
中野氏:「もともと醸造業界で出回っていた麹造り用の温度計って小型でセンサ外付けのタイプで良いのがなくて、すぐ壊れちゃったんですよ。ワンシーズン使うとすぐ壊れちゃう感じで。そんな中、何かのカタログで「おんどとり」を見たんです。温度を測るだけの機械に比べて高かったんですけど(笑)、記録もできるなら使ってみようってことになって。」
那須氏:「センサだけでも販売されてて、交換できるのも良かったですね。」
中野氏:「それまで使っていた温度計だと結構センサの部分が断線してダメになったりするものが多かったんですけれど、おんどとりは本体もセンサも強くてそもそも壊れることがあまりなかったですし、センサが交換できるところがまた良かったんですね。」
那須氏:「昔の作り方で麹を造るときに使う「麹ぶた」という入れ物があるんですが、2キロくらいのお米入っていてある程度重いんですよ。重ねた麹ぶたの上から2段目の温度を測らないといけないのですが、センサを入れると挟まれた部分が重みで潰されちゃうんですね。よく断線して使い物にならかったのが、ティアンドデイさんのはセンサも丈夫だし、そのうち無線もついてどんどん便利になっていって。」
中野氏:「結構初期の頃から使ってましたよね。最初は青いやつでしたね、あれもいっぱい買って……。」
那須氏:「ワイヤレスも出てすぐ買ったからね! まさか松本に会社があるとは思わなかったです。
我々が使い始めてだいぶ経ってから、醸造機器の問屋さんが「こういうのもありますよ」とか言っておんどとりを売り込んでくるようになって、「うちなんてもうだいぶ昔から使ってますよ」なんて、ちょっとした優越感を持ったりしましたね(笑)。」
―― 最初のワイヤレスモデルということは、20年以上前からおんどとりをお使いいただいているんですね?
中野氏:「最初は理化学機器の商社さんのカタログで見たんだったかな?「あ、なんか凄いのあるな」と思って。データロガーとして記録ができる、温度経過が後から見られるっていうのもすごく大きかったですね。それまで工程のポイントポイントで温度計を見に行って手書きで記録していたのが、四六時中記録してくれているのでその作業が要らないっていう。当時としては画期的でした。
防水のタイプもあって「これは結構良いものなのかな?」と思って導入して。
で、実際使ったら壊れづらいし、すごく使いやすいし、全然問題なくて……。」
那須氏:「あと、反応が早いですね。温度がこの段階まで下がったらすぐに布を被せて麹を寝かす、という作業があって、慣れてくれば手で触れて分かるようになるのですが、若い蔵人(酒造りのスタッフ)さんは温度計で表示の下がり具合を見て作業をする必要があるんです。反応の遅い温度計はいっぱいありますが、おんどとりは反応が早くてアタリが取りやすかった。今でも諏訪の蔵ではその作業を青い、無線じゃないおんどとりを使ってやっています。」
―― 蔵によってお使いのおんどとりの機種は違うんですか?
那須氏:「諏訪蔵では主にTR-52とか、RTR-71のタイプをずっと使っています。壊れないんで(笑)。」
中野氏:「富士見蔵では新しい、クラウドにデータが送れるタイプ(TR-71wf)も使っています。インターネット上で確認できるように。」
蔵は違えど、初代の小型防水タイプ・初代ワイヤレスタイプと最近のクラウド対応タイプ、世代の大きく離れたおんどとり達が同じ麹造りの現場で使用されているというのはなんだか感慨深い。
Q. 麹造り以外でおんどとりを使うことはありますか?
中野氏:「酒母を造るときは、温度を見ながらアンカを入れたりして調整するんですけれど、そういう時におんどとりを使ってたことがありますね。
仕込みの段階でも温度は見ますが、短いスパンでリアルな温度を観測する必要がそんなにないので工業用の長い温度センサを使っています。」
那須氏:「以前、北米に輸出した際に荷の中におんどとりを入れて温度経過を記録したことがありました。輸送中、ちゃんと温度が保たれているかどうかを確認するためでした。
また別の時には、クール便で送った生酒の箱の一つが「火落ち」と言って、乳酸菌が入って白くなっていたというクレームがあって、一時期国内でも発送する荷物におんどとりを入れて温度の上昇がないか調べたこともありましたね。
あと、諏訪蔵では高級酒を冷蔵庫に入れて出品酒用に確保しているのですが、夏休みが終わって来てみたら冷蔵庫が壊れていて台無しになっていたことがあって。その時にはおんどとりのワイヤレスロガーを入れて温度が上がったらメールで警報が来るようにしたこともありました。冷蔵庫を新しくしてからはやってないですけれど。」
中野氏:「全体的に酒造りに関しては温度が命、みたいなとこがあるので温度をきっちり見るようにしますね。
蔵人さんたちにとっても、温度を目安にしておくと次の作業に入って良いかどうかが分かりやすいです。」
那須氏:「この時間までにこの温度にならないといけない、という管理をしているので、温度上昇が少し遅れてるようであれば空調の設定で室温を少し高くしたり。温度の変化に応じて一枚布を剥いだり、布団を被せたりもします。案外アナログなことをやっているんです。」
Q. 麹造りは手作業でやっていらっしゃるんですか?

中野氏:「富士見蔵では一部機械を使うところもありますが、基本的には手作業が多いです。
オートメーションで麹造りされる蔵もありますが、うちはポイントポイントで手を出すようにしてます。
実際に手で触って、目で見て作った方が安心して良いものが出来ると考えています。」
Q. 他にも、宮坂醸造さんならではのこだわりというのはありますか?
那須氏:「先ほどもご説明したように、うちは七号酵母発祥の蔵です。一時期色々な酵母を使用していた時代もありましたが、ここへ来て原点回帰として「七号酵母縛り」に切り替えて、その移行の最中なのです。だから今はほぼ七号酵母で作った商品になりつつあります。
コンテスト向けには香りが高くて酸が少なくなる新しい酵母が有利ですが、普段飲みのお酒に関しては香りが強すぎず、酸もほどほどある七号酵母が向いていると思っています。全国の酒蔵さんで今も七号酵母が多く使われているのは、そういうことの現れだと思います。
七号は協会酵母としてどこのメーカーさんでも手に入れて使うことのできる酵母ですけれども、よそが使うのと発祥の蔵元であるうちが使うのでは意味が違ってくるのです。」
中野氏:「なので、ちょっと古い酵母ですけれど改めて見直して、工夫しながら良いお酒を造ろうとしています。今は移行の時期で、色々試しているところです。
酵母は酒質を決める一つの重要な要素で、酵母が変わると雰囲気が全然変わります。別の酵母で作っていた真澄の商品も、酵母を七号に変えつつ以前の雰囲気を残していかないといけないので、非常に難しいんです。」
那須氏:「お酒の味を決める要素はとても多くて、それこそ米の品種から精米の仕方、洗米浸漬、米の蒸し時間……。もちろん麹造りでも色々変わりますし、発酵する際の温度経過も当然影響を与えます。しぼり方でも違います。
その中の一つとして酒母(酛)、これをどう造るかでもお酒の質は大きく変わってきます。うちはここに七号酵母を使うと決めたので、その部分のバリエーションはかなり狭くなりました。でも「真澄ってこういう味だ」という方向性が、そこでビシッと決まるのです。」
Q. それにしても七号酵母限定というのは、かなりの縛りだと思うのですが?
那須氏:「酵母も生き物で、分裂して増えていきます。七号酵母は昔ながらの寒天培地による継体培養で保存されてきた酵母ですから、長年分裂を繰り返している間に変性してしまっています。分離された当時とは性質が違っているんですね。
それでも何億という酵母の中から一定の条件をかけて選抜されたものの中に、昔ながらの性質を持っているものがあったりします。我々はそういったものを一個単位で釣っては仕込んで、味を見て、良い酵母があればピックアップして、-80℃の超低温で凍結保存するようにしています。
そうやって捜したオリジナルに近い面を持った酵母を、我々はいくつも持っています。これらの酵母は酒造業界一般に出回っているものとは違う、真澄だけの七号酵母ですから、それを使ったバリエーションで勝負していく感じですね。」
Q. 最後に、杜氏のお二人から日本酒を楽しむコツというか、おすすめの飲み方があれば教えていただきたいのですが。
中野氏:「同じメーカーでも様々な銘柄がありますよね。さらに色んなメーカーがあって、それぞれがたくさんの銘柄を作っていて、まあ日本酒はいっぱい種類があるわけです。
で、おすすめなのはお酒を飲むときに一つの銘柄だけを飲むんじゃなくて2種類以上を、必ず同じタイミングで……。」
那須氏:「あー、先に言われちゃった! 私も同意見ということで(笑)。」
中野氏:(笑)「必ず二つ以上比べながら、同時に飲んでいただきたいです。そうすると、この料理にはどっちが合うとか、同じ条件で比べられるじゃないですか。
そうやって二つ以上の銘柄を比べて飲むと、自分の好みの味っていうのが見つけられるんですよ。そういう楽しみ方をしていただきたいです。
「耳で飲む」って言いますか、人から聞いた話や情報に基づいて飲むことって多いと思うんですよ。
そうじゃなくて自分の感覚に従って、自分だけのお気に入りの一本が見つけられたら楽しいと思うんですよね。」
―― 耳で飲む、って凄い言葉ですね。そういう意味では今の世の中、ほとんどの人が耳で飲んでいるんじゃないでしょうか。自分だけで判断するのって難しくありませんか?
那須氏:「複数比べて飲んで、好きな方を次はこっちと比べて…… という風にやっていくと、日本酒嫌いでなければ自分に合った美味しいお酒が必ずあるはずなんです。それを見つけられれば、全然違った世界が広がりますよ。」
中野氏:「料理との出会いもありますからね。
そのままお酒だけ並べて飲むのもいいんですが、つまみを合わせるのと合わせないのでは雰囲気が全然変わってきます。
不思議なことに、お酒だけで飲んだ時に美味しかった銘柄が料理と合わせると逆に全然良くなかったり、日本酒にはそういう奥深さもあるんです。
ぜひ料理と合わせて印象を確かめていただきたいと思いますね。」
那須氏:「今の日本酒の主流は香りが高くて甘くて、単体で飲めば一杯二杯は美味しく飲めるけれど料理と合わせるともう充分、というようなお酒が多くなっている印象です。我々も「コンテストでいい成績を取ったお酒が美味しい」というイメージで造っていた時代があって、ものを食べながら飲むというのは二の次になっていたように思います。
最近七号酵母に回帰して思ったのは「酸って料理を楽しむときに必要なんだな」ということだったんです。七号で造るとある程度酸が出るんですが、それこそが実際によく飲まれるお酒に七号酵母が使われている理由の一つであり、我々が立ち返る原点だという気がするんですよね。」
こうして那須杜氏、中野杜氏へのインタビューは終了した。
看板商品である真澄の「あらばしり」は昨年から純米吟醸酒になった。今期はラベルのデザインを一新し、ブランドイメージをさらに昇華させようとしている。
一方では既存の銘柄を次々と七号酵母に変えつつ、もう一方では新しい銘柄の開発にも余念がない。
「原点回帰こそがチャレンジングである」という一見矛盾した難しさの中でその方針を貫けるのは、メーカーとして何が本当に必要とされているかを常に考え続けているからだろう。
おんどとりメーカー勤務の筆者としては、宮坂醸造のブランド展開から今後とも目が離せそうにない。決して強い方ではないが、酒好きとしても勿論チェックを怠らないつもりだ。
宮坂醸造株式会社:真澄 蔵元ホームページ
インタビュー後、富士見蔵と諏訪蔵それぞれの内部を見学させていただいた。
【富士見蔵】

富士見蔵にて。中野杜氏から酒米の説明を受ける。

巨大な精米機。精米された酒米の状態をチェックできる。

蒸されるのを待つ酒米。

麹室(こうじむろ)内部。TR-71wfが麹造り中の温度を測定記録し、クラウドに自動送信している。

同麹室内。麹と一緒に場所を変えながら温度を測る「おんどとり」。

酒母(酛)を造るタンク。ふつふつと発酵している。
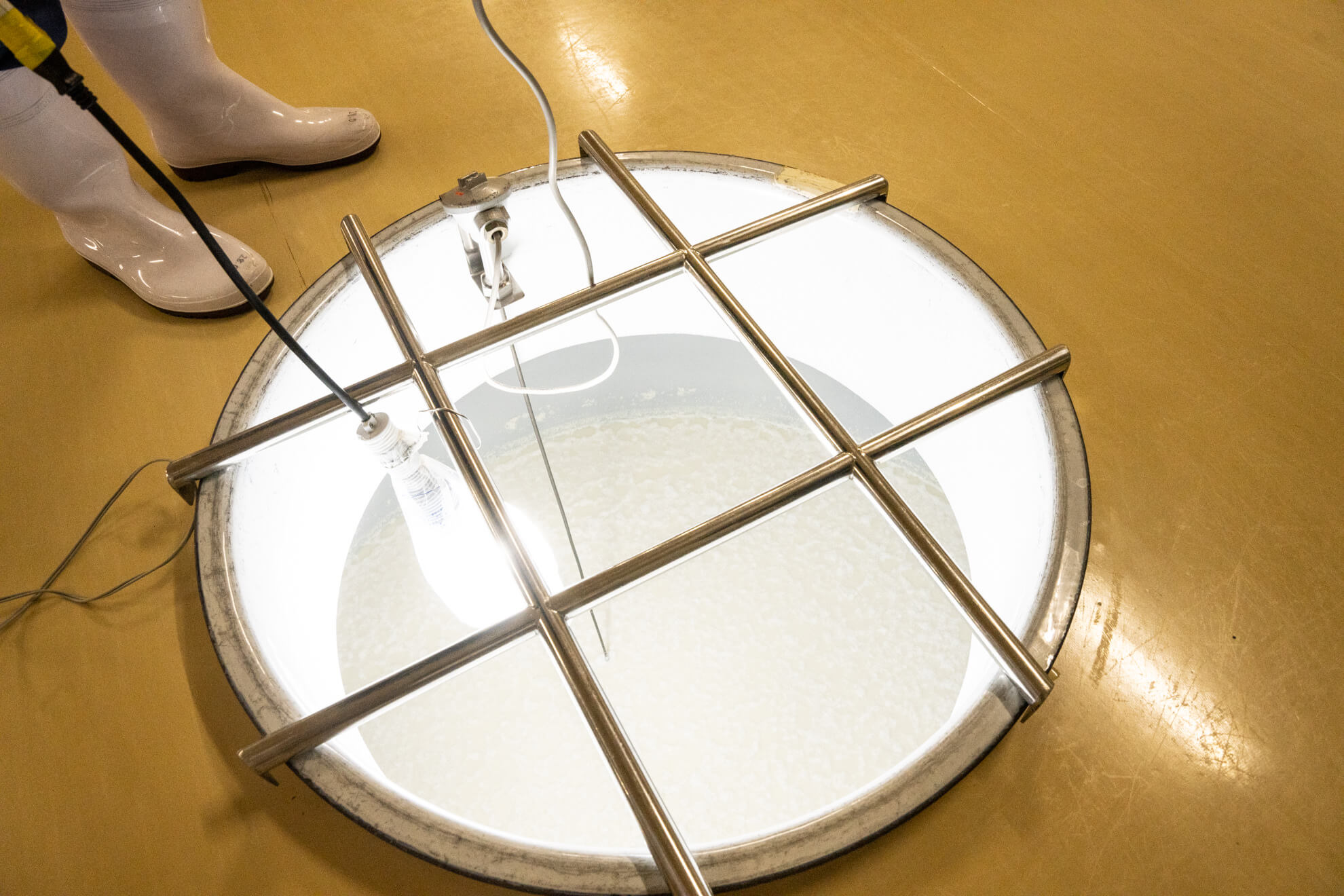
仕込のタンク。三段階に分けて発酵を進めていく。酸素が無いので落ちたらほぼ即死。
【諏訪蔵】

諏訪蔵に併設のショップ、「セラ真澄」。海外のコンテストで受賞した純米酒のスパークリングをはじめオリジナルの銘柄を取り揃える。

諏訪蔵内にある仁寿稲荷社と「七号酵母誕生之酒蔵」の碑。

諏訪蔵の麹室外観。
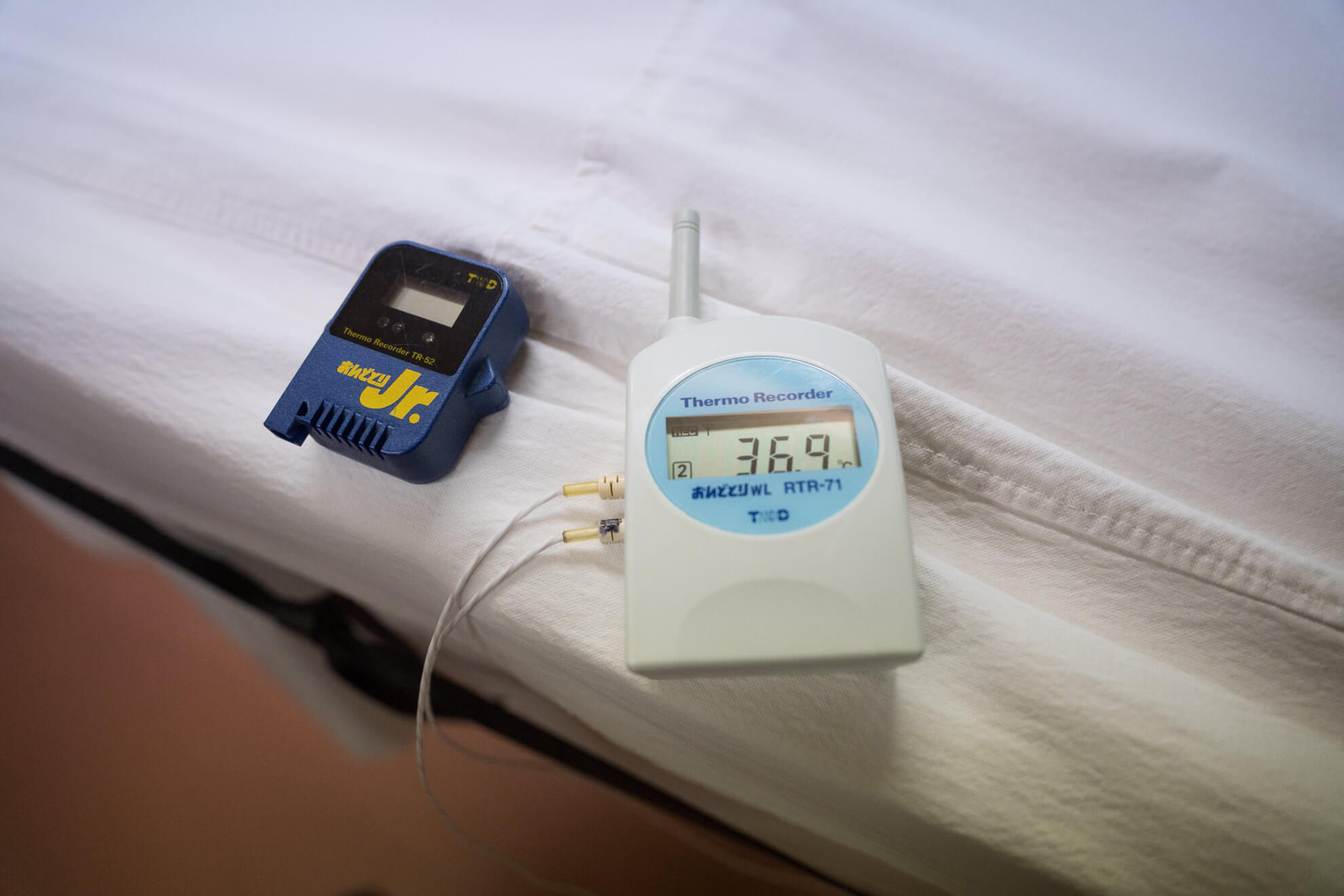
麹室内。20年以上前の機種、TR-52とRTR-71がバリバリの現役。大変綺麗にお使いいただいている。

仕込のタンクが並ぶ。

真澄を象徴する七号酵母は、ここで採取された。

